¶ 事前の確認事項
出力する前に次の事項をご確認ください
本体のビルドプレート上や庫内にゴミや不要物が載っていないこと
ビルドプレートがノズル先端に接触していないこと
緊急停止ボタンは、タッチパネル左下またはリモートコンソール右上にあります。
運用中、危険な状態と判断した際は緊急停止ボタンをタッチ/クリックしてください。


¶ フィラメントのロード
¶ 1. フィラメントを取り付けます。
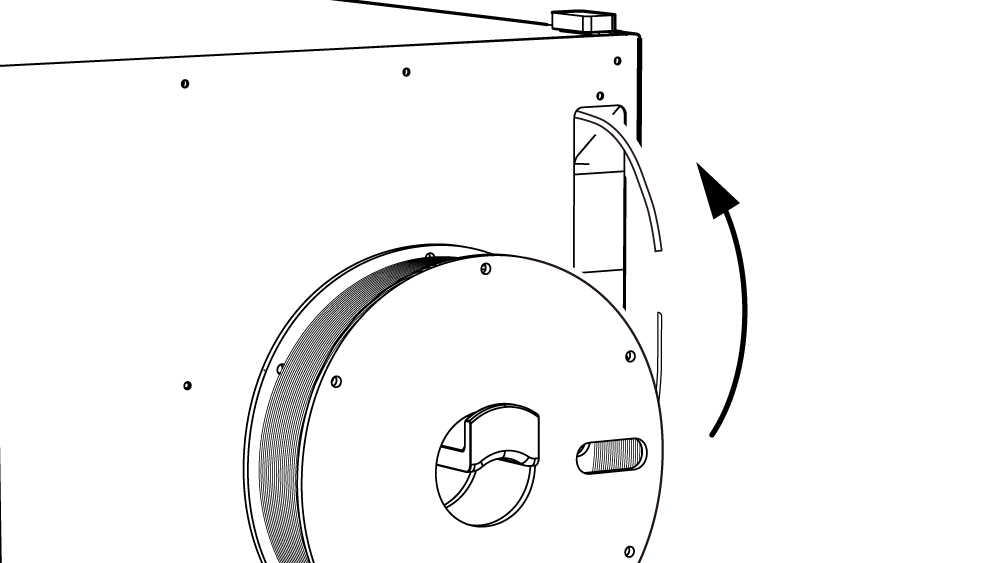
G-ZERO の場合、本体側面の穴にフックをセットします。
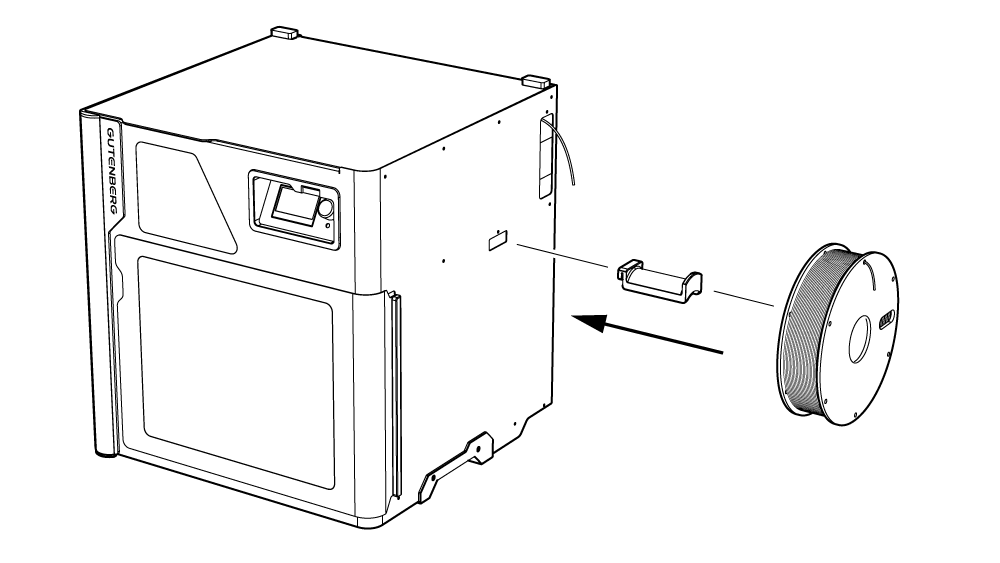
G-ZERO L1の場合はキャビネット内部のドライボックスにフィラメントをセットします。
¶ 2.インレットチューブからフィラメントを挿し込んでください。フィラメントの先端形状が歪な場合、ニッパーで切断してから挿し込みます。
¶ 3.フィラメントが.ヘッドまで来たら、フィラメントを最後まで導入してください。わずかに抵抗があったあと突き当たります。
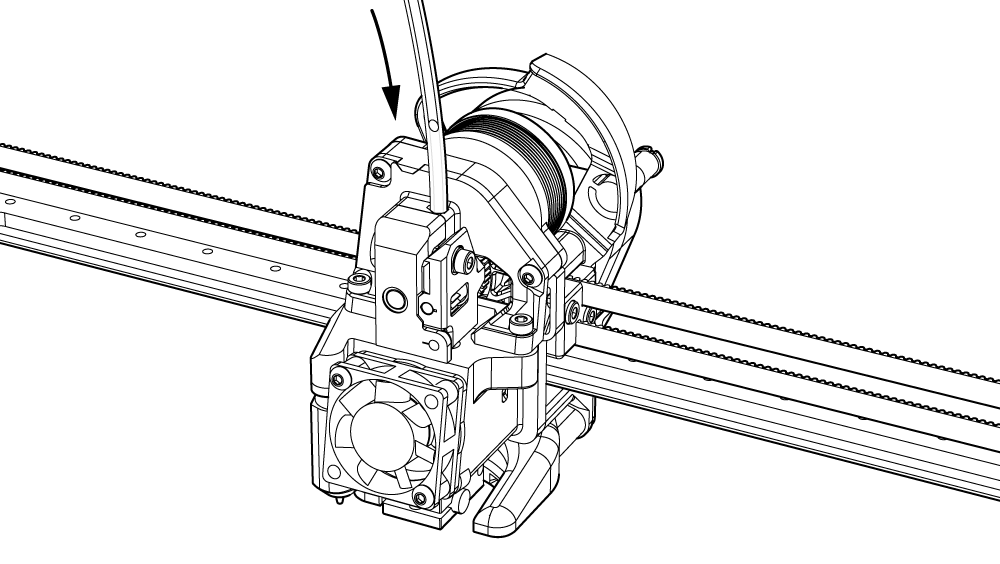
エクストルーダーに内部のギヤに突き当たるまで挿し込んでください
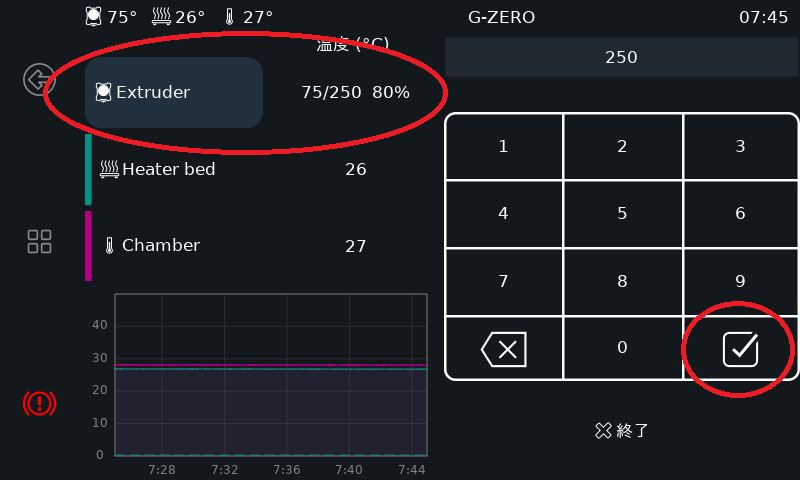
¶ 4.導入を確認したら、ブラウザ上でノズル温度を250度に設定してください。

Extruder温度が250℃であることを確認
この操作は、タッチパネル上でも可能です。
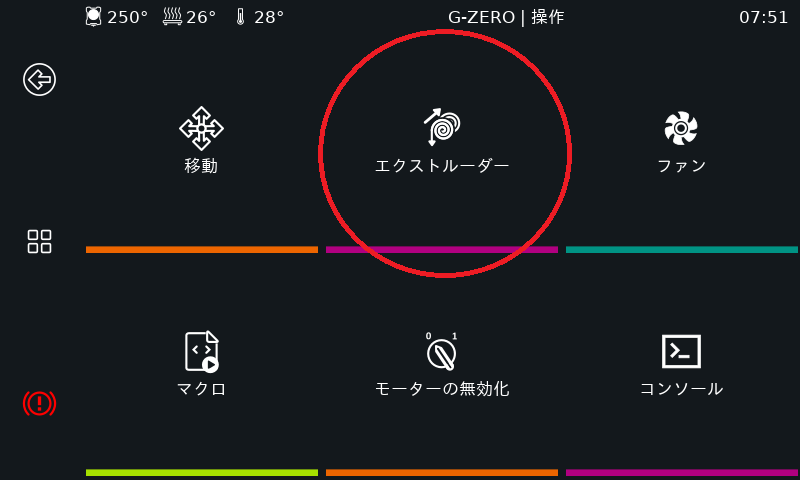
¶ 5.昇温が完了したら、タッチパネルからロードを実行します。
ホーム→操作→エクストルーダー にロードボタンがあります。
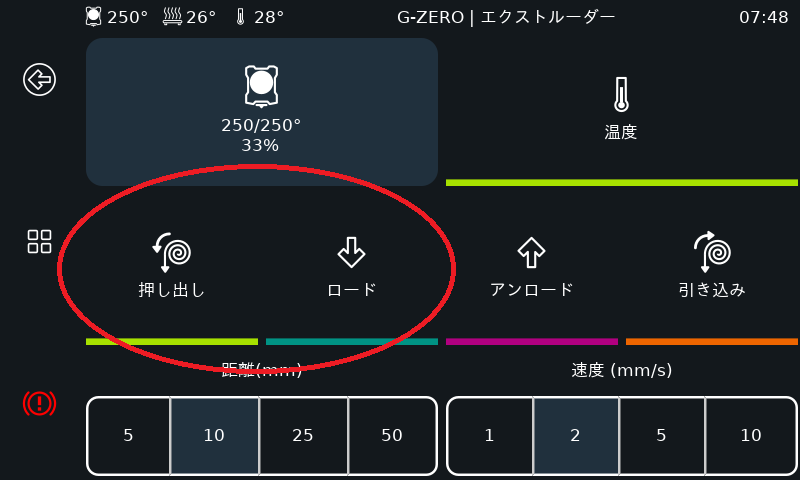
フィラメントが引き込まれない場合、フィラメントを送り込む方向に押しながら、押し出しコマンドを使用してください。
もし手では動かず、なおかつ押し出しコマンドで送り込まれない場合は、フィラメントがエクストルーダかノズルで詰まっている可能性があります。一度引き抜き、フィラメントの先端をカットしてからやり直してみてください。対処が難しい場合は、サポートまで連絡を行ってください。
ここまででフィラメントのロードは完了です。
¶ ビルドベッドのつけ外しについて
付属のビルドプレートはPEIという樹脂をコーティングしたものとなっています。
磁力で固定されており、簡単に取り外しができます。
つけ方は、マグネットにつかないよう斜めにしながらベッド奥のピンに突き当てて、ゆっくり下ろします。
¶ テスト造形
¶ 0. 確認
フィラメント導入後、不要なゴミが庫内に残っていないことを確認してください。その後、上面と前面のパネルを閉めてください。
¶ 1. ファイルを選択
リモートコンソールまたはタッチパネルからテスト造形に用いるデータを選択してください。
¶ 2. 印刷スタート
右クリックから造形開始を選択すると、GCODEを読み込みはじめ造形が開始されます。
¶ 3. レベリング
ベッドが昇温終了すると、X軸とY軸の原点出し、Z軸の原点出しとZ軸チルト調整・部分メッシュベッドレベリングが開始されます。その後、パージラインから造形が開始されます。
注意:ノズルがベッドに接触していると異音がします。その際はすぐに緊急停止してください。
ABSの造形中などは庫内温度を十分に保つため、不用意なパネルの開閉はしないでください。
PLAなどの一部材料で、庫内温度を低く保ちたい場合はこの限りではありません。
¶ 4. Z軸オフセット調整
造形開始直後、ノズルがビルドプレートから浮きすぎていると、造形物の第1層目の線と線の間に隙間が生じます。これは定着がうまくいっていない状態です。
造形中は本体タッチパネル上に「調整」ボタンが表示されるため、そこからZオフセットが実施可能です。
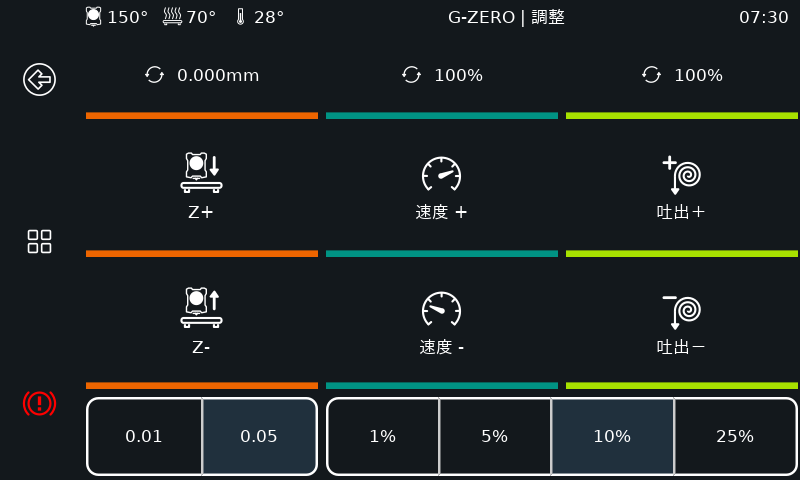
Zオフセットは、プラス方向でベッドとノズルが離れ、マイナス方向でベッドとノズルが近づきます。
誤って操作すると、ベッドとノズルが衝突してしまう場合があります。
造形中のZオフセットの調整については下記ページで詳しく記載しています。
Zオフセットの調整方法
¶ 5. 取り出し
造形が完了したら、ヒートベッドが十分に冷えるまで(40度以下目安)待機してください。速く冷却したい場合は、G-ZERO本体の扉と天板を開けるのが効果的です。
最後にベッドから造形物を取り外して完了です。