Zオフセットの調整
FFF方式の3Dプリンターにおける全ての前提となる「造形の定着」ですが、Zオフセットの値が適切に設定されていることが重要です。
本稿では、シチュエーション別に、Zオフセットの調整方法を紹介します。
¶ 造形中のZオフセットの調整
ノズル交換を行なった後の最初の造形では、Zオフセットの値がやや遠い場合があり、調整を実施する必要があります。
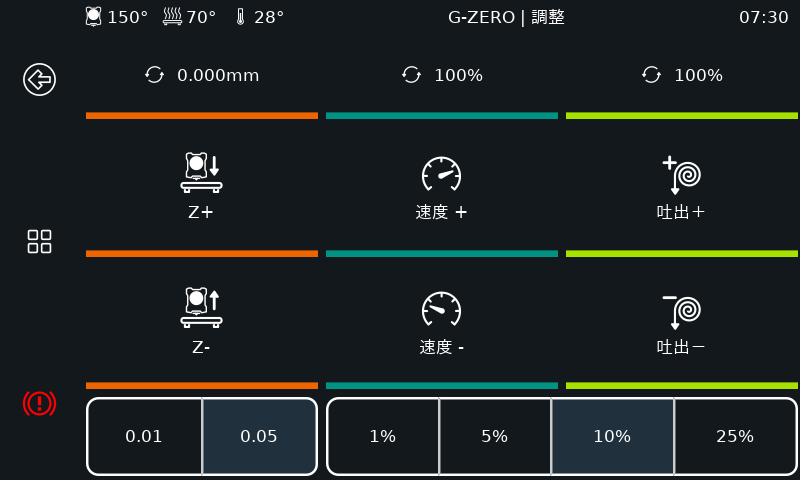
1.造形中は本体タッチパネルが下記のようになります。
Gコードはできる限り広い面積をカバーする方が良いため、以下のようなGコードが有効です。
ASA G-ZERO 0.4mmノズル用 キャリブレーションGコード

2.「調整」をタッチし、画面左側の 「Z+」、「Z-」をタッチすることでZオフセットの値を調整可能です。
※Z高さは+方向でベッドとノズルが離れ、-方向で近づきます。
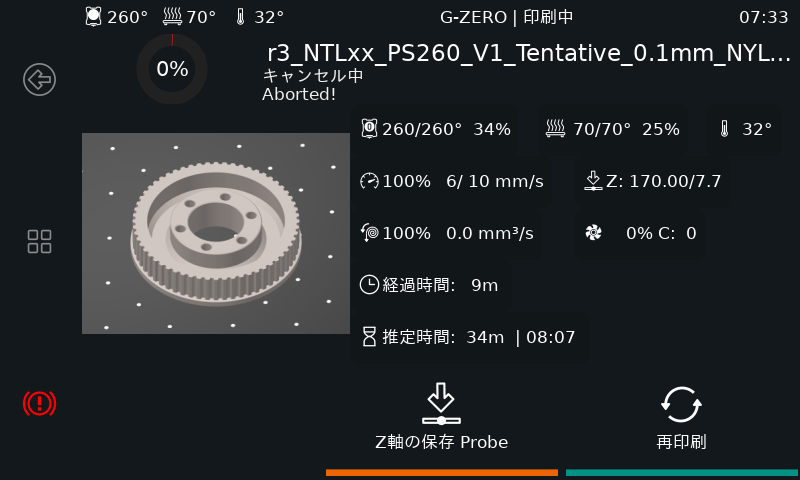
4.造形終了後、「Z軸の保存 Probe」をタッチすることで現在のZオフセットを原点として保存できます。
¶ 最初のレイヤーの例
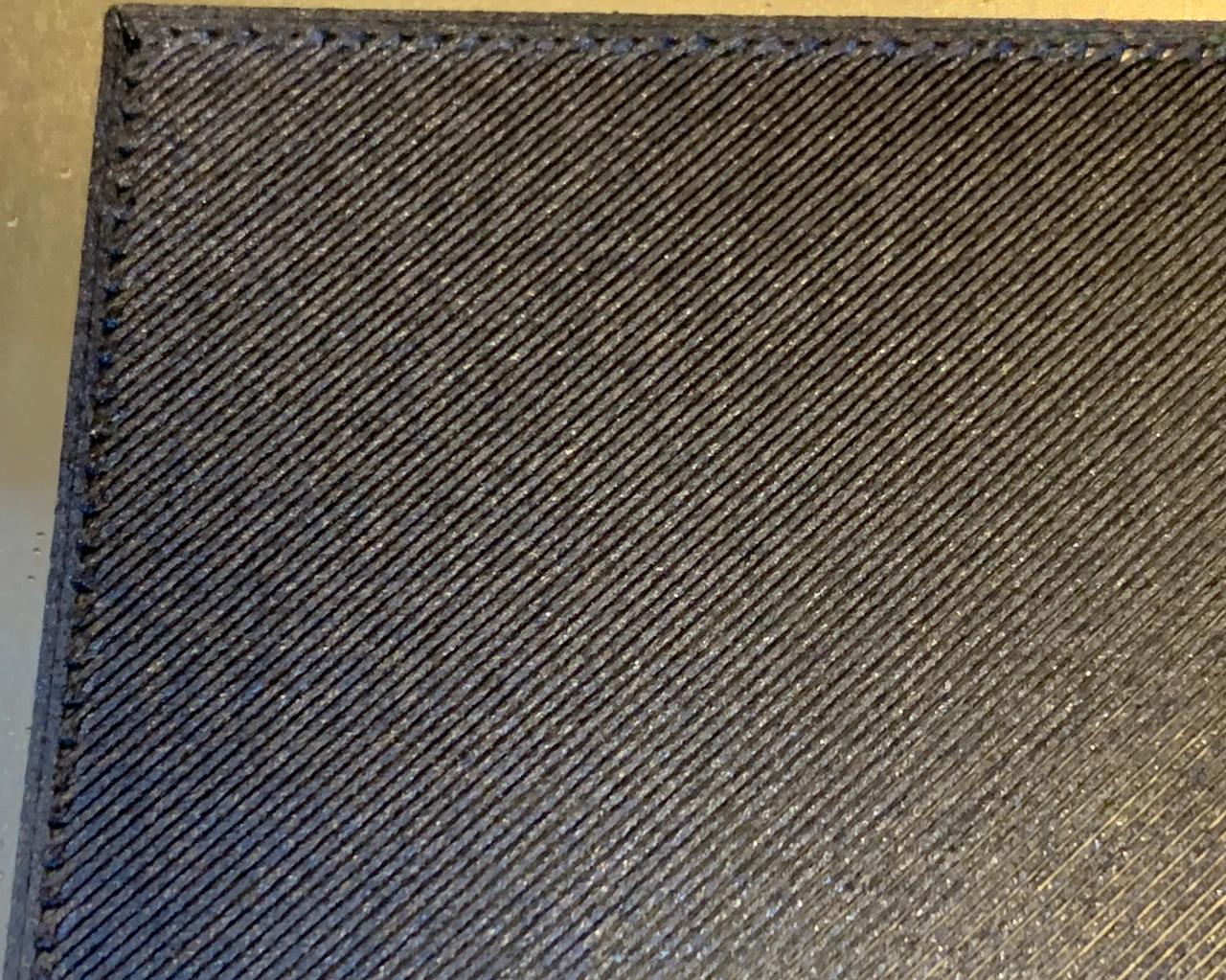
◎ 適切なZオフセット距離 (パスとパスが隙間なく埋まっている)
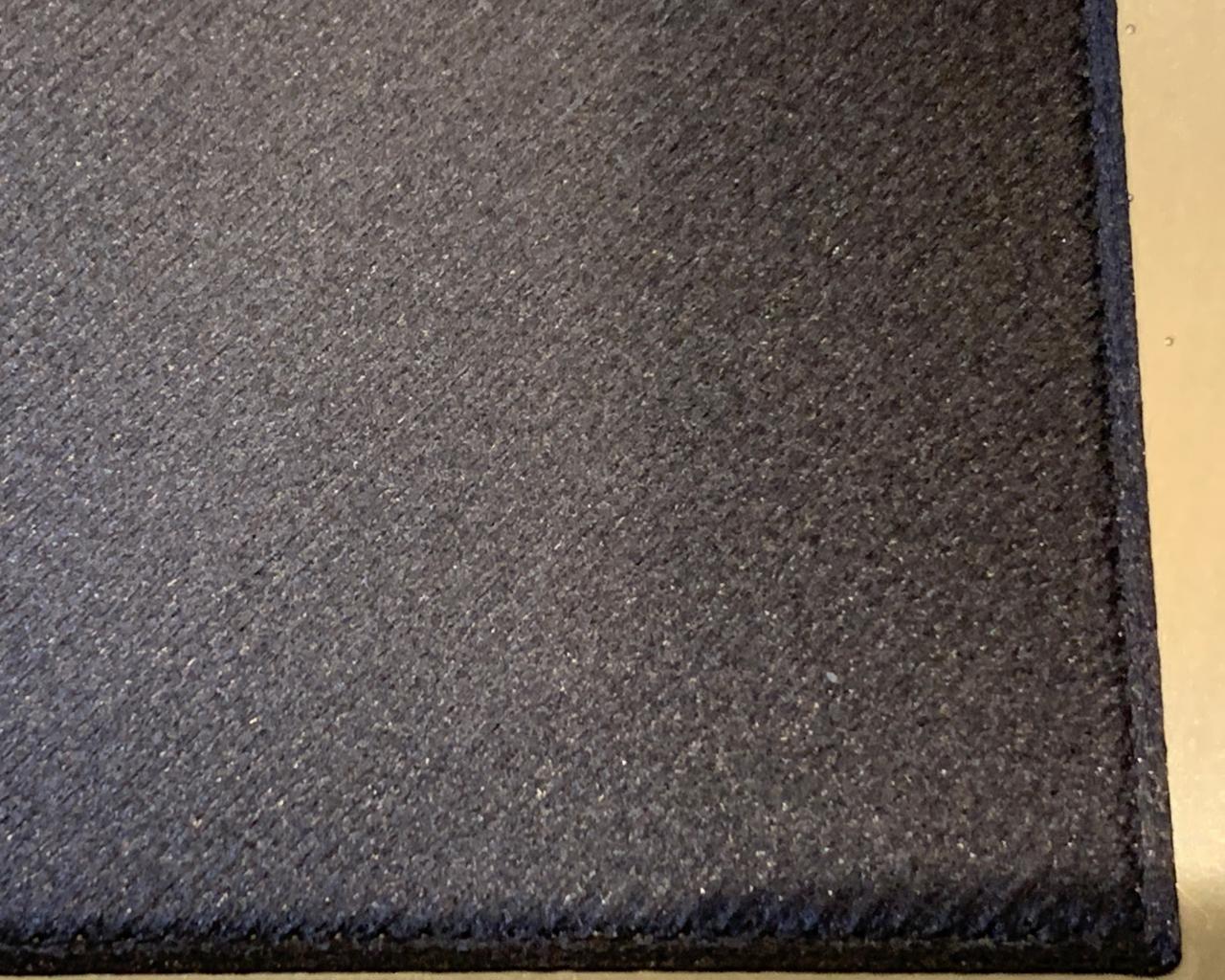
× Zオフセット距離が大きい(パスとパスの間に隙間がある)
定着力不足による反りの発生など、造形トラブルの原因となる場合があります。
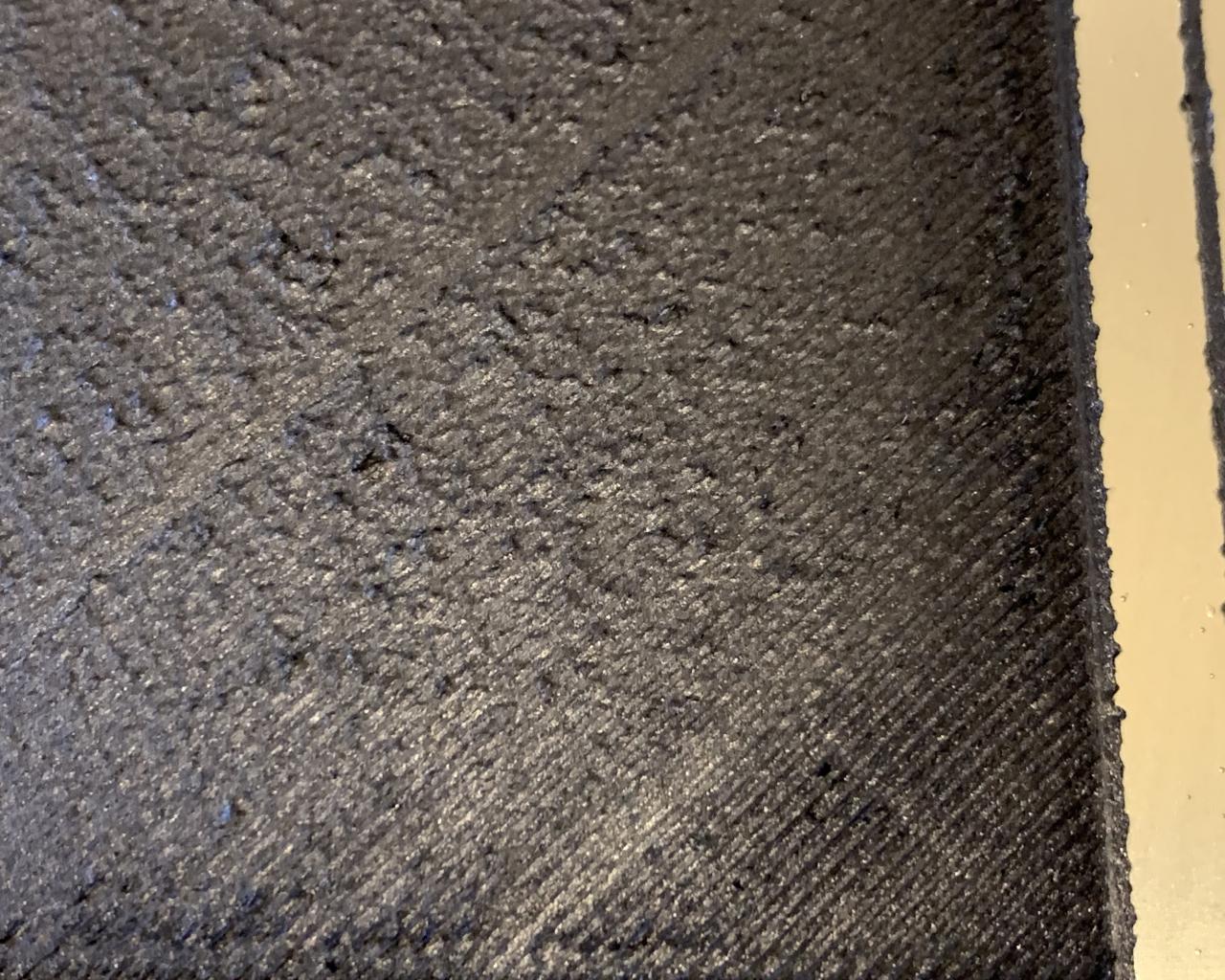
× Zオフセット距離が小さい(樹脂の余りが発生し、パスが荒れている)
樹脂の溢れによる1層目の荒れが次層以降の品質に影響を及ぼす場合があります。
¶ 造形中のZオフセットの調整※CLCDの場合
ノズル交換を行なった後の最初の造形では、Zオフセットの値がやや遠い場合があり、調整を実施する必要があります。
1.造形中は本体コンソール内に、「Tune」が表示されます。

2.「Tune」内の「Z offset」をクリックします。

3.「Offset」をクリックし、ノブを回すことで値を変更します。※反映は遅延する場合があります。

※Z高さは+方向でベッドとノズルが離れ、-方向で近づきます。
4.設定完了後、「Save offset」をクリックすることで現在のZオフセットを原点として保存できます。